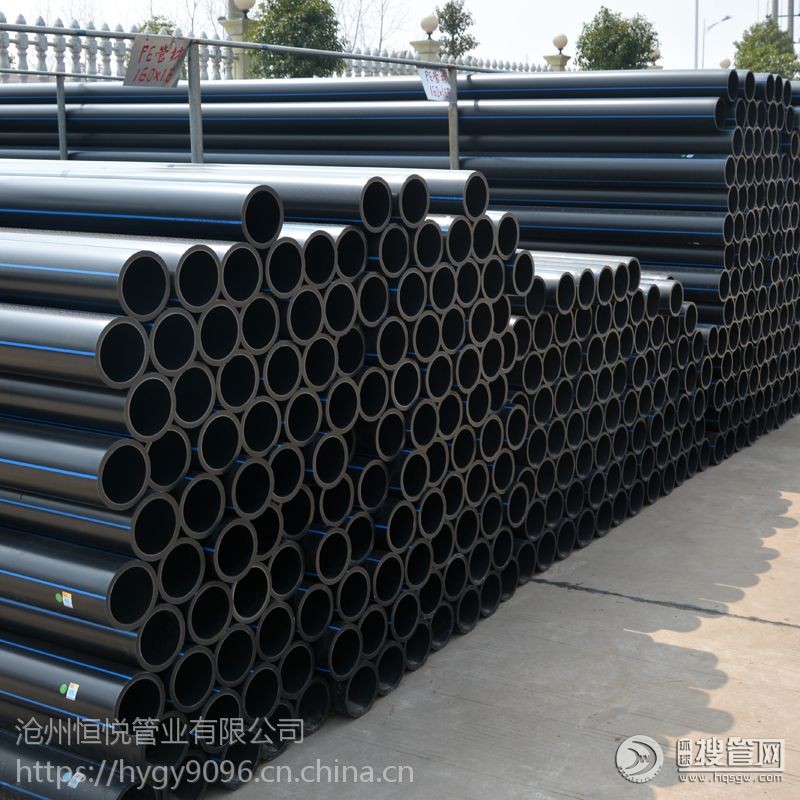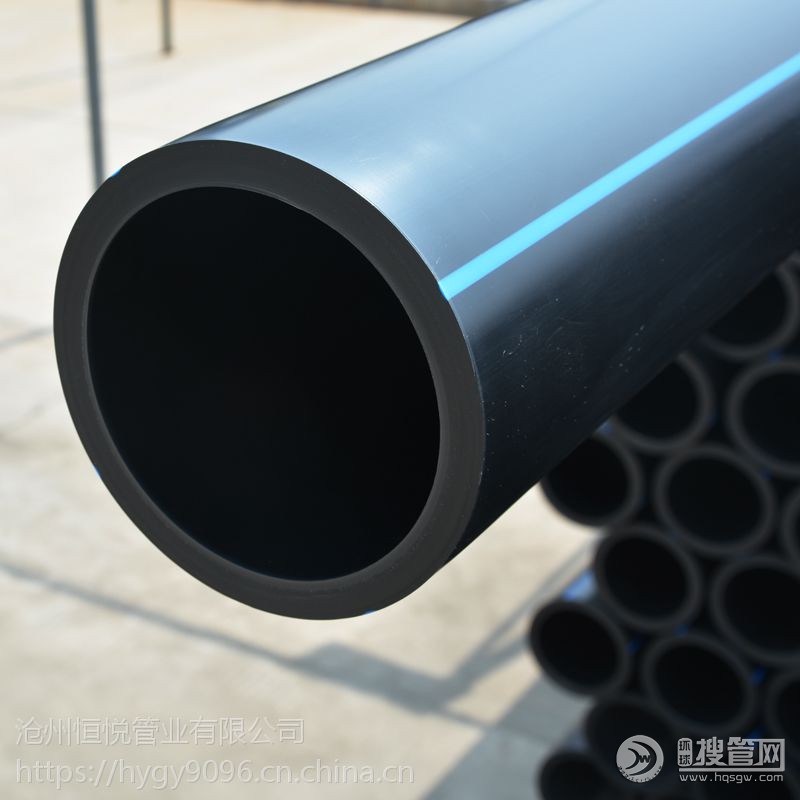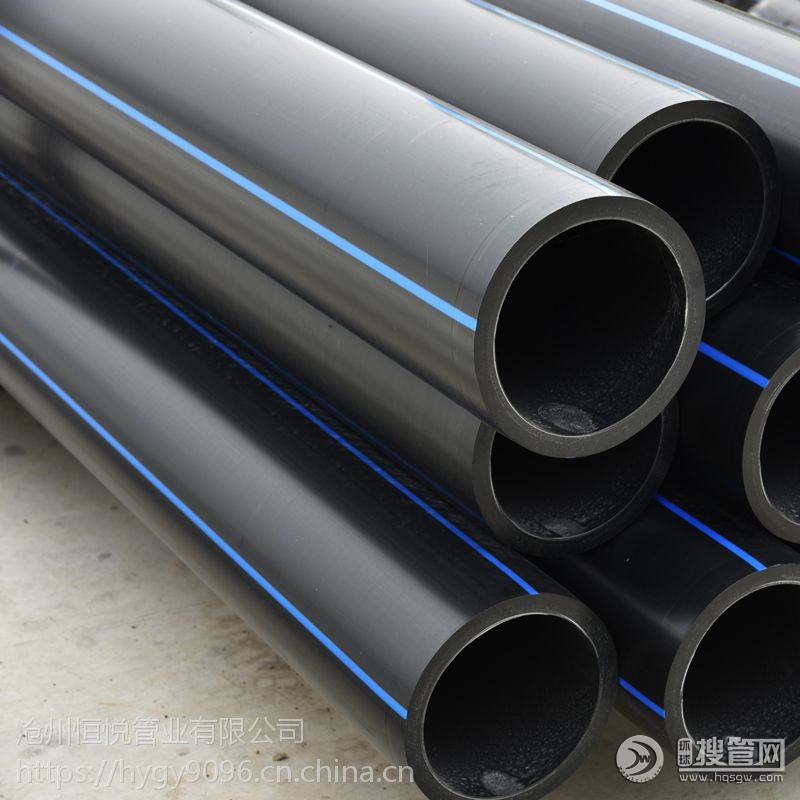


PE给水管作为一种新型管材,具有耐腐蚀、无毒性、内壁光滑阻力小、抗老化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安装劳动强度低、施工费用少、抗震性能强、材质柔韧性好等特点。
管道安装→试压→浇筑砼
1、 管道安装
(1)、PE管采用热熔连接,因该方法成本低、管道接口质量好、不需管件等优点。,
热熔连接的主要步骤有:
①、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
②、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
③、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
④、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
⑤、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
⑥、切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
⑦、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
⑧、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
⑨、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
(2)、热熔连接质量控制要点
热熔连接因技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。造成连接质量问题常见有以下方面的原因,施工中应注意防范:
①、不同材质、品牌、壁厚的管材和管件混用;
②、连接件的端面未保持清洁,对粘有的水或泥土应及时清理;
③、操作人员技能不高,对热熔连接的工艺参数(加热时间,加热温度、连接压力、冷却时间)未按规定要求严格控制;
④、未完全冷却就移动连接件或对连接件施加外力;
⑤、熔接设备要定期维护保养,保证设备良好的使用状态。
管道水压试验
1、管道安装合格后,因该工程PE管是在砼底板内,所以,在浇筑砼时,必须对管道进行保护,并且需进行气压试验。防止管道破坏,及时发现破坏位置。
2、系统注水时,应打开管道各高处的排气阀,将空气排尽。待水灌满后,关闭排阀,用电动试压泵加压,压力应逐渐升高,加压到一定数值时,应停下来对管道进行检查,无问题时继续加压,一般分2~3次升到试验压力。当压力达到试验压力时停止加压,保持恒压10分钟,对接口管身检查无破损及漏水现象,认为管道强度试验合格。在试验压力下,10分钟压力下降不大于0.02MPa,可以认为严密性试验合格,试压质量优良。班组质安员应及时做好试压记录。
管道安装质量保证措施
1、认真检查管材或零件,要合符规格,并把管内杂物清除干净。
2、发现管材有外观损伤的,要禁止使用。
3、检查焊接工作位是否有足够空间。
4、焊接前应认真检测管中线和标高,要符合设计和规范要求。
阀门安装质量保证措施
1、阀门安装前,应按设计要求检查型号,清除阀内污物,检查阀杆是否转动灵活,明确开关转动方向,以及阀体有无裂纹、砂眼等,要检查法兰平面是否平正,止水线是否清晰、螺孔是否合标准。
2、砖砌的各类阀门井,在管道施工过程中,采取围护及设置防碰撞标志的措施进行保护。
管道试压质量保证措施
1、水压试验前应对压力表进行检验,应在有效检定期内。
2、管道入水时,要认真进行排气,排气点应尽量选择在管段的高位。
3、水压试验时应逐步升压,并有专人负责观察检查。