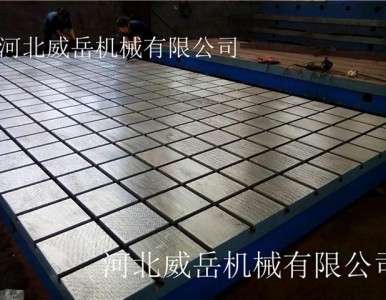


铸铁装配平台 品质优良 诚信经营
解读铸铁装配平台工作面刮研方法的具体步骤?
铸铁装配平台的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板必须注意铸铁材料的选择,采用时效处理等方法消除铸铁 平板的残余应力。
所以铸铁装配平台平面度的加工,一般都会使用刮研工艺。刮研是历史悠久的校正精度的手工艺,需要完全依靠人工进行铲刮,是进行平面修复的重要方法之一。一般采用涂色法(红丹粉)进行校验。
铸铁装配平台工作面刮研的方法:
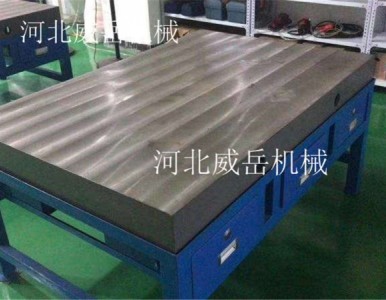
一,粗刮:铸铁装配平台毛坯表面比较粗糙,应先粗刮。粗刮的特点是采用长刮dao,行程较长(10mm~15mm之间),dao痕较宽(10mm),刮dao痕迹顺向,成片不重复。机械加工的dao痕刮除后,即可研点,并按显出的高点刮削。当工件表面研点每25mm×25mm上为4~6点,表面粗糙度为(Ra2.5-Ra3.2)时停止粗刮。
二,细刮:细刮就是将铸铁装配平台粗刮后的高点刮去,其特点是采用短刮法(dao痕宽约6-8mm,长10-12mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍,刮第二遍时要成45度或60度方向交叉刮出网纹。当平均研点每25mm×25mm上为10~14点,平面度达到0.01mm/500m㎡,表面粗糙度(Ra1.6-Ra3.2)同时应兼顾形位差时,即可结束细刮。
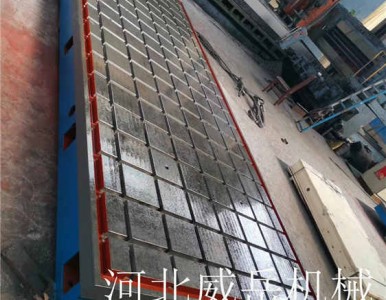
三,精刮:在细刮的基础上进行精刮,采用小刮dao或带圆弧的精刮dao,dao痕宽约(5-7mm,或者更短)平均研点每25mm×25mm上应为20~25点,平面度达到0.01mm/500m㎡以下,表面粗糙度为Ra0.8-Ra1.6时结束细刮。常用于检验、划线等较精密的铸铁装配平台接触面的刮削。
装配平台在刮研时一定要注意,0级,1级精度铸铁装配平台必须使用刮研工艺;2级,3级精度可以使用和刮研效果近似的机械加工方式。
铸铁装配平台在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用,耽误工作。