螺旋焊管生产工艺流程
1.开卷板探:将钢板开卷后进入生产线,首先进行全板超声波检验

2.矫平:通过压砧机使原来卷曲的钢板平整
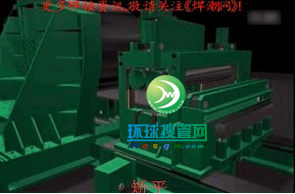
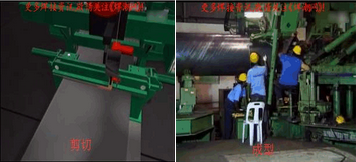
3.剪切成型:在生产线上将钢板沿外沿螺旋卷曲成管状
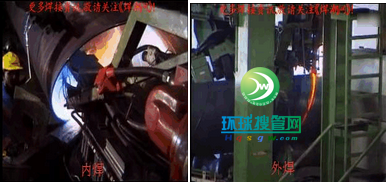
4.内外焊:采用纵列多丝埋弧焊对螺旋管进行内、外侧焊接
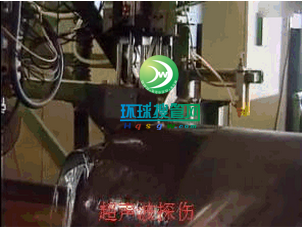
5.内、外焊缝检测:采用X射线探伤、超声波对内、外焊缝两侧进行100%探伤
6.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力

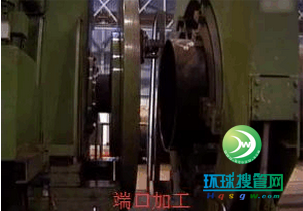
7.管端加工:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸
8.成品检查:再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷
9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求进行打标。









