直螺纹套筒连接规范
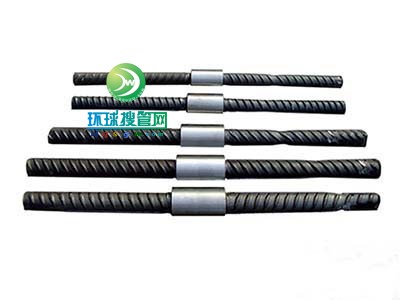
一般所说的直螺纹套筒连接主要的方法是将待连接端部的纵肋和横肋,在滚丝机的作用下,采用切削的方法切掉一部分,然后直接滚轧成普通直螺纹,再用特制的直螺纹套筒连接起来,形成钢筋的连接。直螺纹套筒连接规范对于直螺纹套筒十分重要,这个过程复杂。接下来将对此进行简单分析。
直螺纹套筒连接规范
1、材料准备
钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污。
2、技术准备
在进行钢筋翻样时,应综合考虑以下几个问题:
1)滚压直螺纹接头的混凝土保护层厚度应满足现行国家标准《混凝土结构设计规范》中受力钢筋保护层最小厚度的要求,且不得小于15nmm。
2)受力钢筋滚压直螺纹接头位置应相互错开。在任一接头中心至长度为钢筋直径的35倍的区段内,有接头的受力钢筋截面面积占钢筋。
3、人员准备
所有从事等强剥肋滚压直螺纹丝头的加工、连接的操作人员,必须经过严格的专业技术培训,经主管部门考核合格,并获得相应的上岗证书方可进行上岗作业,严禁无证人员串岗、代岗。
4、主要机具
等强剥肋滚压直螺纹所用的主要机具有砂轮切割机、直螺纹成型机、力矩扳手等。
5、主要施工方法
工艺流程:下料、平头→剥肋滚压螺纹→丝头检验→利用套筒连接→接头检验→完成。
6、质量控制
工程中应用滚压直螺纹接头时,技术合作单位提供有效的型式检验报告。 钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验,工艺检验应符合每种规格的钢筋连接接头试件不应少于三根;接头试件的钢筋母材应进行抗拉强度检验。
通过以上对直螺纹套筒连接规范的分析,主要包含的有材料准备、技术准备、人员准备、主要机具、主要施工方法、质量控制这几个环节。这个过程工作量并不小,直螺纹套筒连接规范能否实现,,对于用户在之后的产品使用和体验有非常重要的影响。专家和学者对此类问题应该提供更多意见。







